风驰电掣,澎湃动力。
作为中国的支柱性产业之一,汽车制造行业在过去的数十年里一直引领着工厂自动化领域的前沿技术。
近几年来,汽车行业尽管面临着销量持续下滑的态势,竞争环境日益激烈,但随着工业4.0和中国制造2025的提出,如何利用先进的自动化和数字化技术,提升制造效率、优化生产质量并降低相应成本,开始成为当前汽车及零部件制造行业的关注焦点。
在汽车制造迈向工业4.0的道路上,没有一套固定的模式可以照搬。不过,对于数字化转型的目标来说,数据显然是至关重要的。尤其对于汽车变速器这样的重资产生产企业而言,通过机床状态数据的实时采集与监控,实现加工设备状态的透明化和预测性维护能力,正是当前利用数据力量迈向数字化转型目标的切实可行途径。
因此,长城汽车徐水变速器工厂开始携手ifm(易福门),为其大约200台机床部署设备状态监控系统,力求通过改造升级为其注入“智能工厂”血液。
超级工厂,运行无忧
作为长城汽车旗下全资子公司,蜂巢传动科技河北有限公司在河北保定徐水拥有一个“超级工厂”——年产能超过100万台的变速器生产厂,为H6/F7/WEY等多款长城汽车热销车型提供7DCT湿式双离合变速箱。
面对如此巨大的产量,确保现场机床设备的稳定运行,并且有针对性地安排现场设备的维修维护,是徐水变速器工厂维修工程师团队所期待的。因为对于工厂的200多台机床而言,设备在运行过程中必须要有一定的监控,监控设备健康状态,从而及时作出维修和保养计划,提高设备寿命,才能避免机床运行时出现突发性的故障和风险,减少设备故障损失,节省硬件成本。
针对机床设备的核心部件,徐水变速器工厂对于机床主轴部件的加工状态监控尤为关注。主轴系统通常由主轴、轴承和传动件(齿轮或带轮)等组成,主要用以支撑齿轮、带轮等传动零件,实现运动及扭矩作用的传递,也是机床设备的易损易耗部件。在机床运行过程中,往往会面临主轴突然撞击、主轴轴承磨损、老化等故障,这些突发和潜在的风险都会影响变速器零件的加工精度,严重影响生产效率并带来成本的损失。
为了保障这些“工业母机”、“加工重器”始终能够安稳、健康地运行,徐水工厂决定全面采用ifm提供的机床设备状态监控系统。


状态监测,防患未然
基于汽车行业几十年的应用经验,ifm为长城汽车徐水变速器工厂提供了一整套机床设备状态监控方案,包括传感器、数据采集、数据交互支持、软件平台和预警系统:
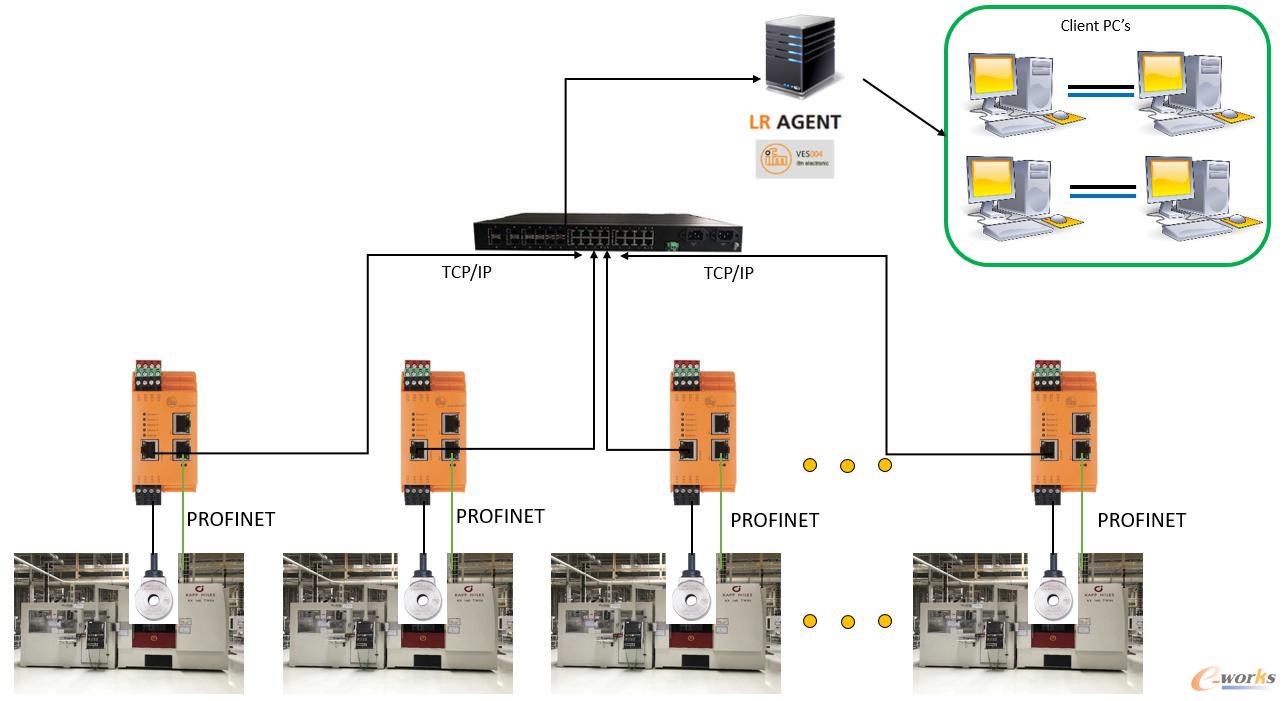
该监控方案主要针对客户现场的KAPP磨齿机床,通过在机床主轴加工端安装振动传感器探头,再通过边缘计算数据采集模块实现智能分析和数据筛选。
ifm边缘计算数据采集模块具有三个网络接口:两个接口支持Profinet、Ethermet IP、Modbus TCP等工业现场总线,另外一个接口是普通TCP/IP接口。
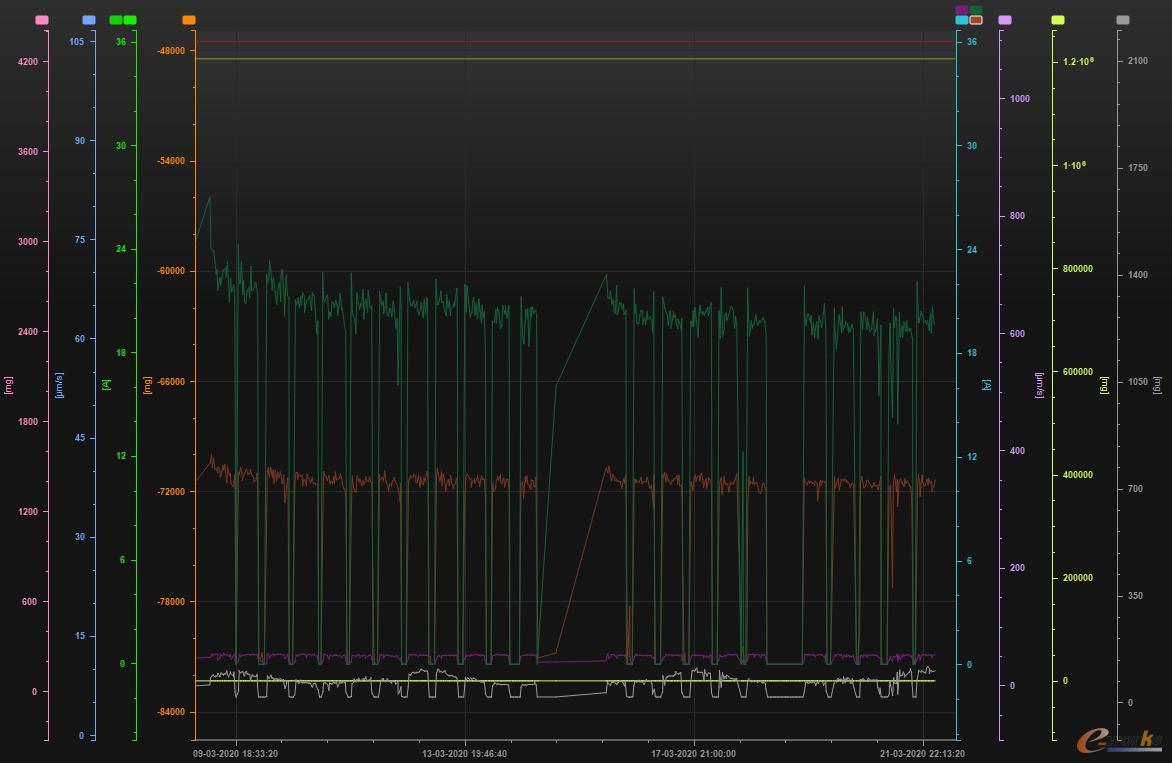
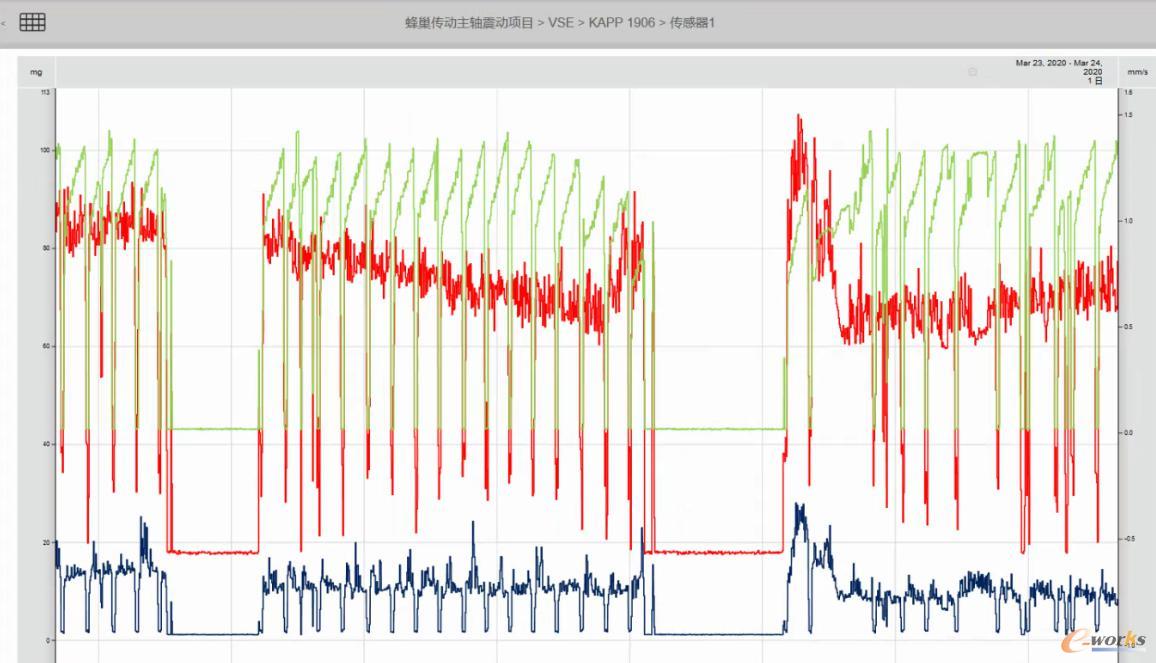
通过现场和PLC的协议互通,振动数据采集模块不仅仅采集振动数据,而且可以直接将现场关键的生产工艺参数和振动数据进行匹配分析。下图是分析软件结合现场主轴电流以及刀具位置信息进行数据分析的历史趋势展示:
在机床生产加工过程中,主轴突发撞击和主轴轴承故障往往是徐水工厂最为头疼的问题。以下我们将通过实例详细说明ifm振动传感器如何预测现场的设备故障。
下图为工厂现场一段设备状态历史趋势图,生产过程前期设备运行较平稳,到了后期设备振动值呈逐渐上升趋势。
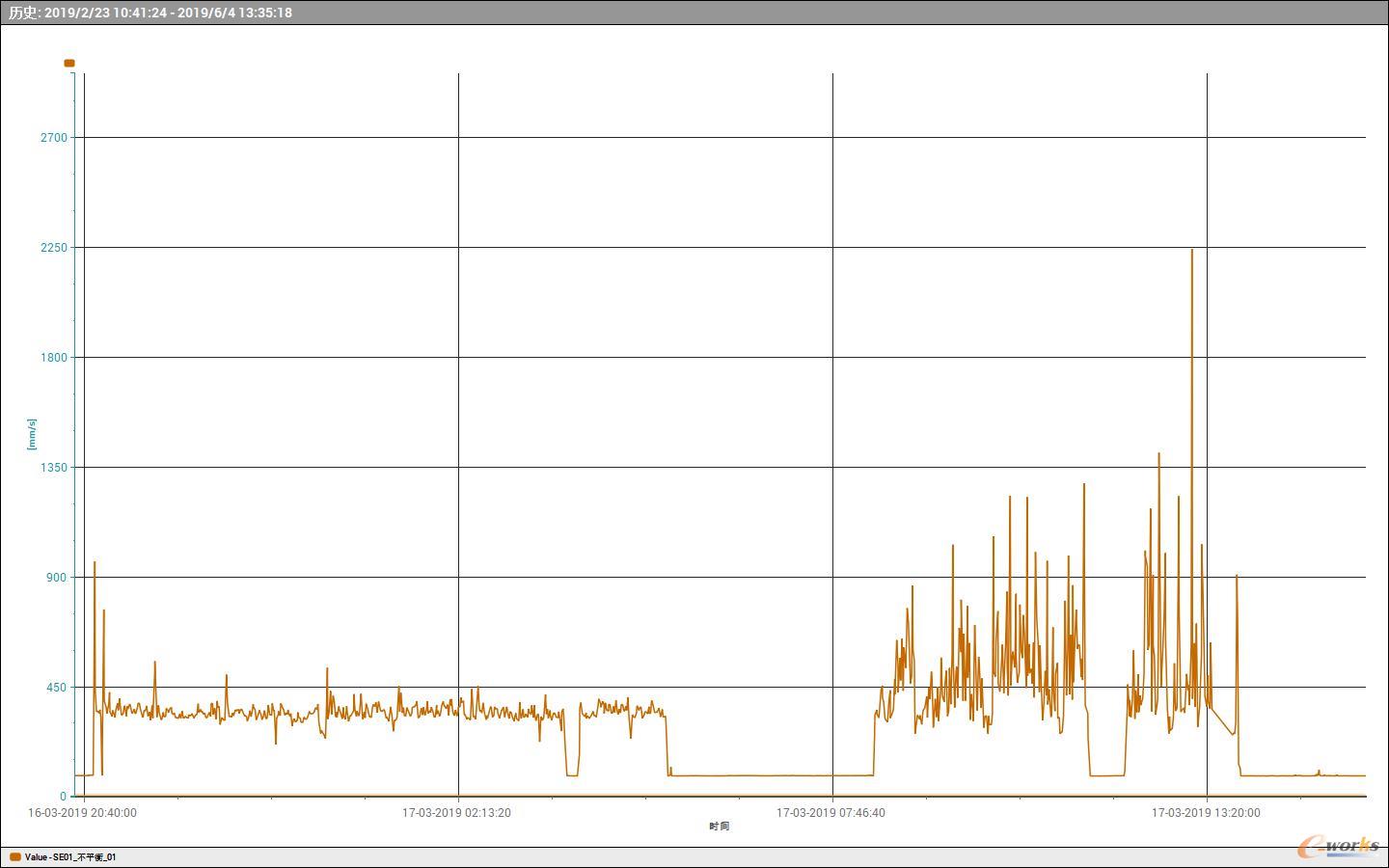
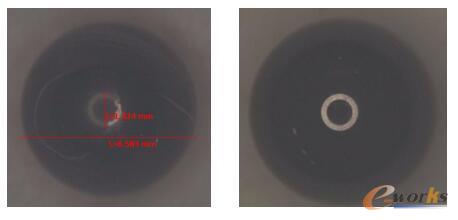
通过显微镜拍摄轴承滚动体对比发现,其根本原因在于滚动体的磨损。下方左图是主轴轴承滚动体磨损照片,右图是滚动体未磨损照片。
对此,ifm振动传感器在第一时间给出报警提示,避免了后续零件加工的误差增大,减少了不良品。那么振动传感器是如何发现轴承滚动体早期磨损的呢?
(1)首先明确客户现场主轴轴承品牌属于FAG,型号71916。通过ifm振动分析软件轴承数据库添加对应轴承并确定特征频率,其中滚动体特征频率因子为10.812。

(2)确认现场机床当时的加工速度大约是4,900rpm,即振动分析基频为81.67Hz。经过振动分析的经验公式(故障频率=基频*频率因子)得出,在4,900RPM转速下的滚动体故障频率点大约在883Hz。
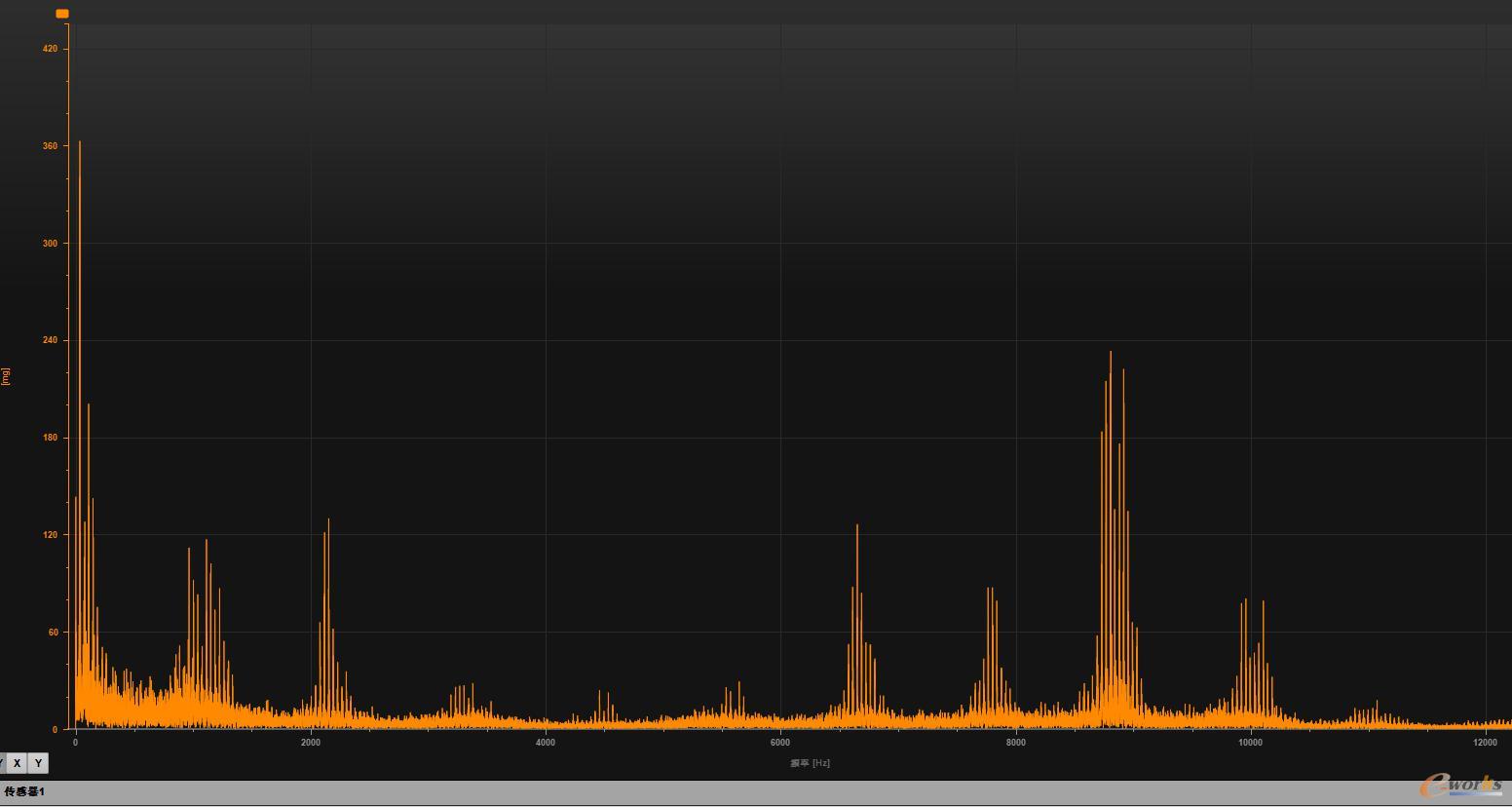
(3)通过分析H-FFT频谱(如下图),可以很清晰地看到低频有谐波产生,并且在轴承对应的损坏频率处可以看到峰值,属于轴承故障的早期阶段。
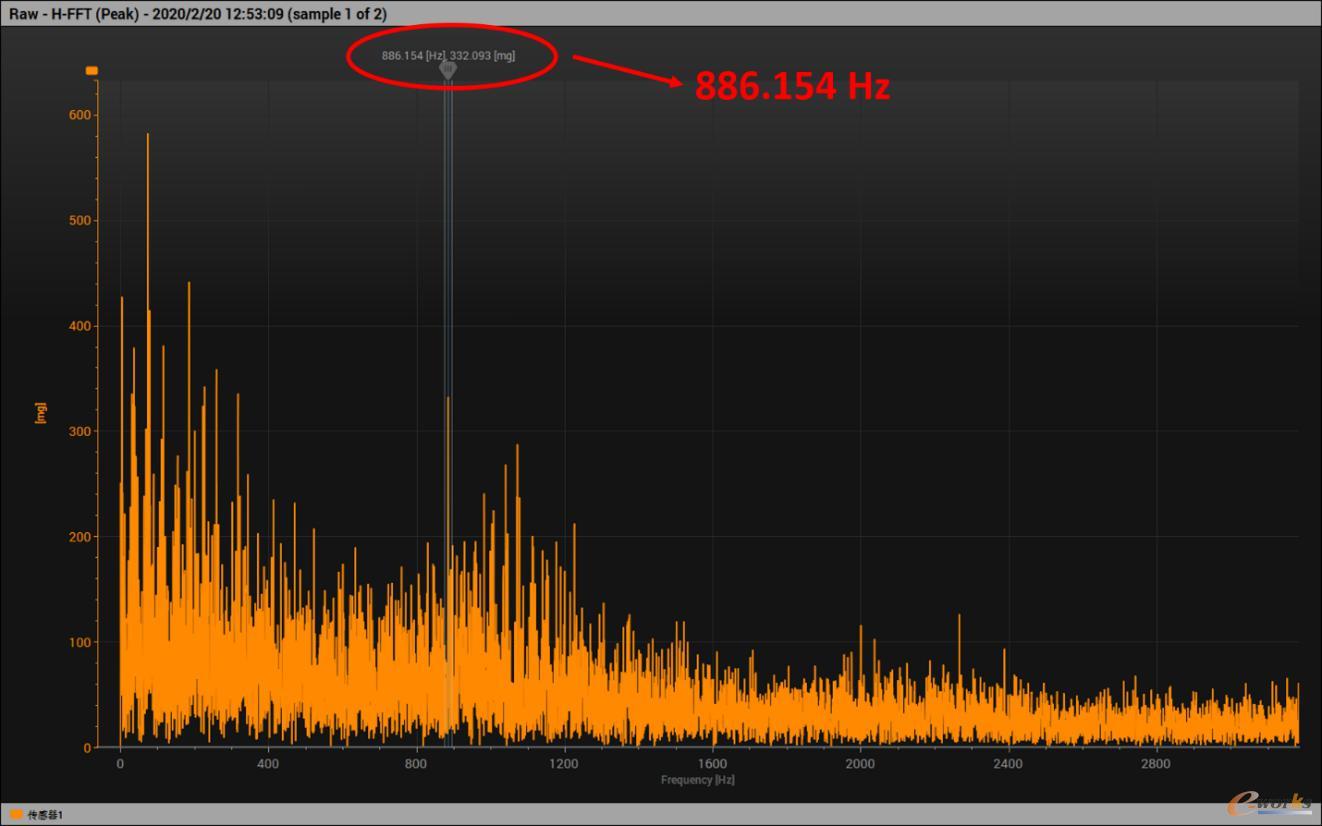
(4)通过对频谱的放大查找,可以看到对应886.154Hz处有明显的峰值,和之前确定的滚动体特征频率频率883Hz非常接近(如下图)。
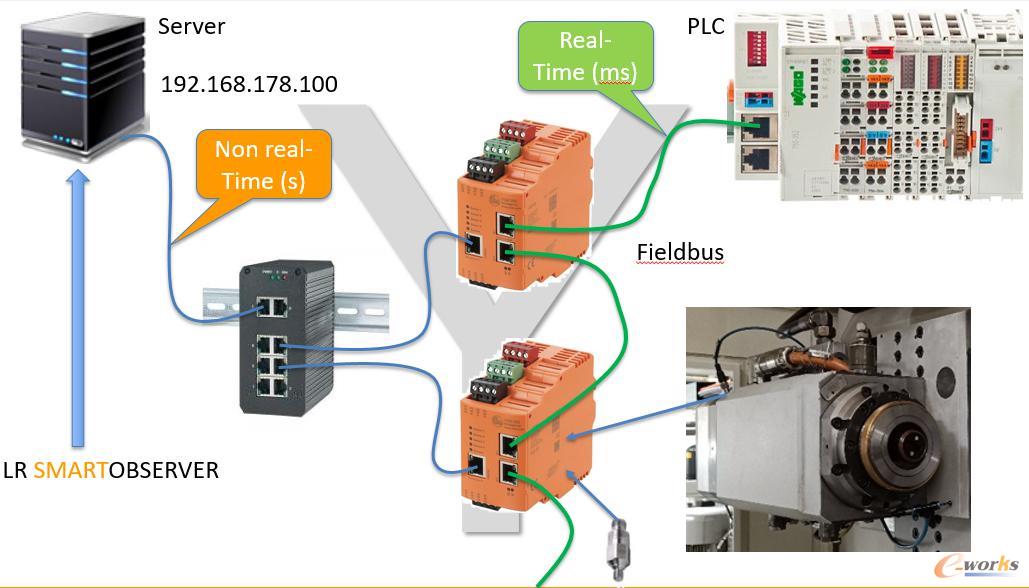
在振动数据采集和通讯的基础上,ifm机床状态监测系统进一步帮助蜂巢传动徐水工厂实现了机床状态的实时数据显示与可视化分析。
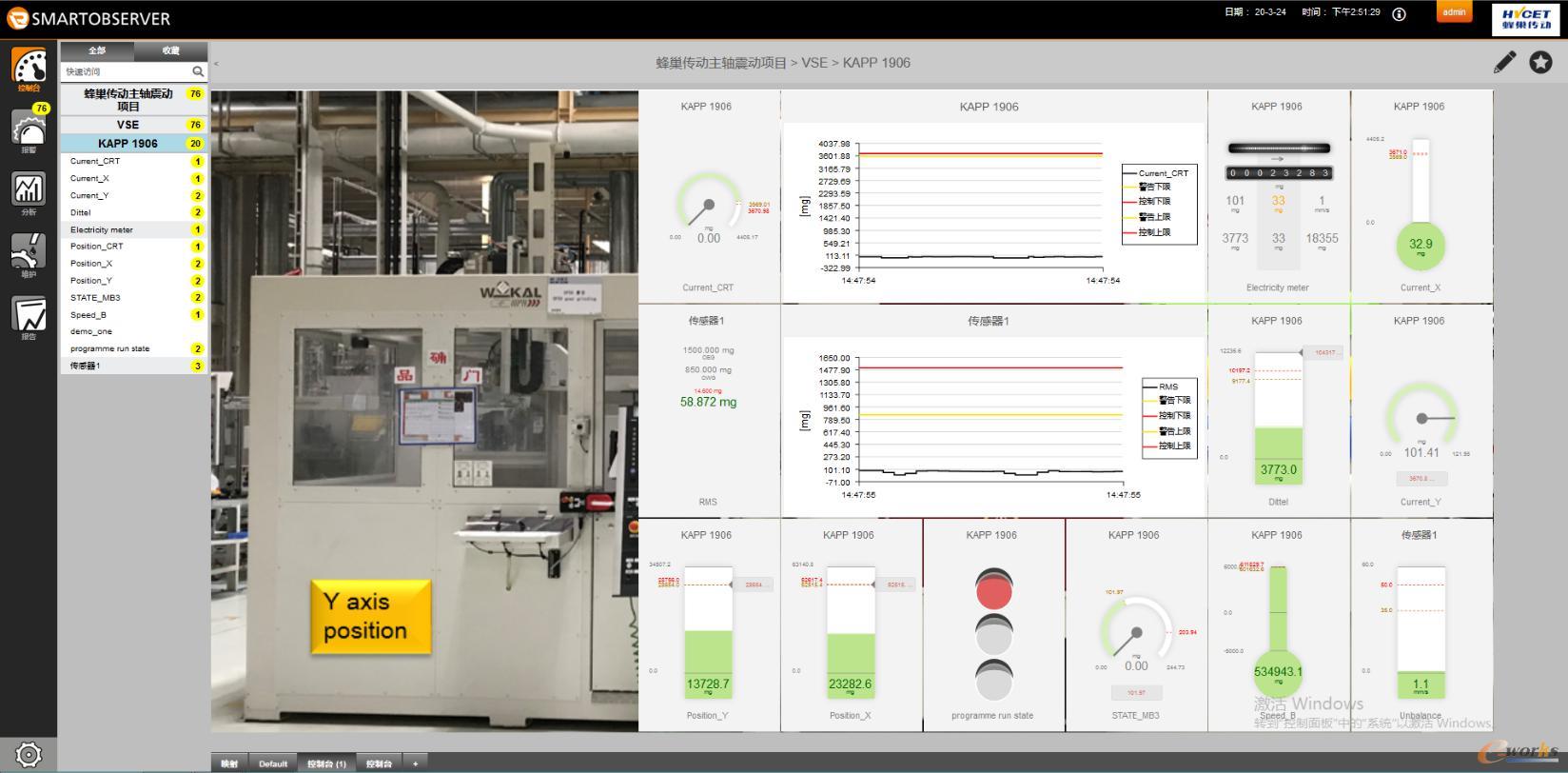
依托ifm边缘计算网关所内嵌的LR agent接口技术,现场机床的监控数据通过网络直接传输到工厂服务器,在服务器端安装有ifm LR Smartobserver软件,支持工厂办公室任何一台联网设备直接访问/读取现场设备监控数据,并实时查看运行趋势。此外,利用该软件的多功能历史数据记录功能,用户还可以将不同参数(曲线颜色不同)在同一坐标系下进行分析(如下图)。
通过ifm机床设备状态监控系统,长城汽车徐水变速器工厂现在不但可以在设备异常振动时发现并快速停机、检测主轴故障原因,而且可以提前监测主轴故障,预先实施维修和保养或进行加工过程的优化,从而大大增加了主轴使用寿命,实现了机床设备的预测性维护。
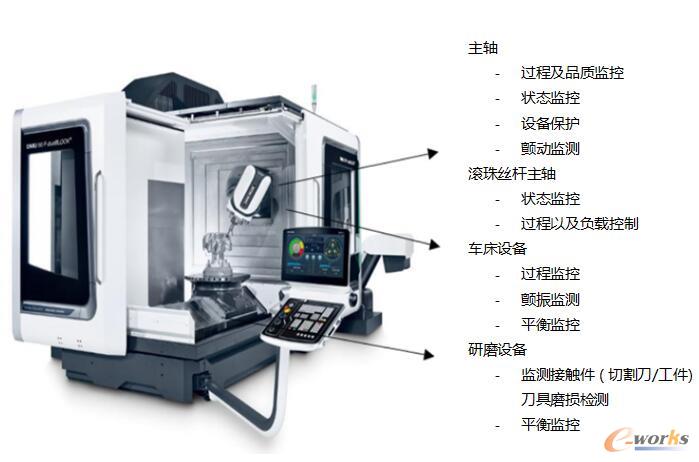
事实上,ifm机床设备状态监控系统不仅是针对机床主轴,还可以对机床不同部件实现多功能全方位的状态监测,譬如对滚珠丝杆主轴进行状态监控、过程及负载控制;对车床设备进行过程监控、颤振监测和平衡监控;对研磨设备进行切割刀/工件监测、刀具磨损检测和平衡监控等等。
如今,长城汽车徐水变速器工厂的维护工程师们终于可以放下心来,因为他们可以随时随地获得机床状态信息从而提前采取行动,变被动为主动,为保障变速器产品的及时快速交付提供可靠保障。
以上内容对如何检测磨齿机床主轴状态,通过采集模块进行智能分析和数据筛选,从而实现预测现场设备状态故障进行了详解,若您希望对此有进一步的深入了解,也欢迎扫描下方二维码,观看我们于5月20日针对预测性维护在汽车行业案例的分享,点击进入回看即可。
演讲主题:预测性维护在汽车行业的应用
参与方式:
手机端

电脑端
https://none.h5.xeknow.com/st/2ndNsGmQe
内容概述:
1.各种维护策略及其特点概述
2.ifm基于设备状态监控系统及预测性维护详解
3.预测性维护在汽车行业的典型应用及案例分析









